Geneigte Flaeche von 5-Achsen Bearbeitung Teile
Das leistungsstarke 5-Achsen CNC-Bearbeitungszentrum, das CNC-System, hat die Funktion der Rotation des Raum Coordinate Systems und der Kompensation des Kegelwerkzeugs, was die Möglichkeit bietet, einige Teile zu bearbeiten, die eine Kugelbearbeitung und eine hohe Bearbeitungsgenauigkeit erfordern. Bei der Bearbeitung in einer schiefen Ebene ist es schwierig, ein Bearbeitungsprogramm zu erstellen, da sich das Koordinatensystem im Raum ändert. Notwendigkeit, den herkömmlichen Programmier-Denkmodus für die Programmierung und die spezielle Verarbeitung des Programms zu durchbrechen. Dieser Artikel beschreibt dieses Problem im Zusammenhang mit der tatsächlichen Verarbeitung von Modellprodukten.
Solche Teile werden oft in dem Herstellungsverfahren von Produkten angetroffen werden, und sie müssen zu stanz, gebohrt, und auf der geneigten Oberfläche gefräst. Oder es ist notwendig, mehrere geneigte Flächen mit unterschiedlichen Richtungen und unterschiedlichen Steigungen in derselben Klemmung zu bearbeiten, und jede geneigte Fläche hat eine höhere geometrische Toleranzanforderung. Das herkömmliche Verfahren zum Verarbeiten solcher Teile besteht darin, den Kopf des Bettes zu ziehen, die Arbeitsfläche zu drehen oder eine modulare Vorrichtung zu verwenden. Wenn die Verarbeitungsrichtung oder Verarbeitungsposition unterschiedlich ist, ist eine zweite Klemmung und Neuausrichtung erforderlich, und der Verarbeitungsprozess ist äußerst umständlich. Aufgrund der Begrenzung der Spannpositionierung und der Werkzeugmaschine selbst kann die Bearbeitungsgenauigkeit der Teile nicht garantiert werden. Beispielsweise gibt es bei der T × xx-Tischkörperverarbeitung viele Löcher auf der geneigten Oberfläche, und die speziell geformte Oberfläche ist nicht leicht zu klemmen, die Positionierungsreferenz ist nicht gut und die durch Mehrfachklemmung verursachte Fehlerakkumulation überschreitet manchmal 1 mm den Kantenabstandsfehler des Lochs.
Um das Bearbeitungsproblem dieser Art von Teilen durch kontinuierliche Erforschung und kontinuierliche Verbesserung der Prozessmethoden in Kombination mit den vorhandenen Werkzeugmaschinen des Werks zu lösen, wurde ein fünfachsiges CNC-Fräsbearbeitungszentrum ausgewählt, um dieses Problem zu lösen. Die ausgewählte Werkzeugmaschine ist ein 5-Achsen-Gestänge. Zusätzlich zu 3 Linearachsen verfügt sie über zwei Drehachsen (C-Achse: -360 ° ~ 360 °) und einen Schwenkkopf (B-Achse: 0 ° ~ 110 °). Das Steuerungssystem ist FANUC160i, das die Funktionen der Drehung des Raumkoordinatensystems und der Kompensation des geneigten Werkzeugs hat.
Unter dem Gesichtspunkt der Realisierung der Fasenverarbeitung können mehrere Fasen in verschiedenen Richtungen und Winkeln gestanzt, gebohrt, gewindebohrt, gefräst und andere Prozesse nach einem Klemmen abgeschlossen werden. Es reduziert die Anzahl der Spannzeiten, verringert die Arbeitsintensität, verkürzt den Produktionszyklus von Produkten und verbessert vor allem die Verarbeitungsgenauigkeit von Teilen und stellt die Konsistenz der Produktqualität sicher.
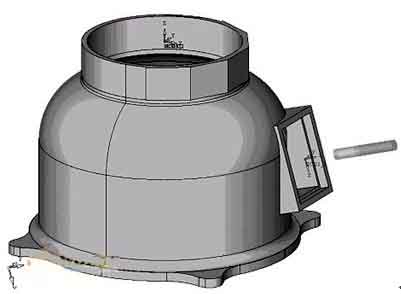
Nehmen Sie als Beispiel die Verarbeitung eines bestimmten Basistypteils. Die Teile sind unten gezeigt: Zu diesem Grunde zu verarbeiten, kann gesehen werden, dass die Werkzeugmaschine eine 2-Achsen Verknüpfung Interpolation auf der XZ und YZ-Ebene und eine Spindelkopf Schwenkbewegung vollenden sollte. Denn um das Werkzeug senkrecht zur bearbeiteten Oberfläche zu machen, muss die Spindel eine Kopf Schwenkbewegung ausführen. Bei einem rotierenden Kopf treten eine Reihe von mehrachsigen Bearbeitungsproblemen wie die Pendellänge auf. Daher ist es notwendig, mehrachsige Programmiermittel zu verwenden, um abzuschließen. Das Programmieren und Debuggen von Werkzeugmaschinen ist schwierig, was höhere Anforderungen an Programmierer und Maschinenbediener stellt. In praktischen Anwendungen ist es unter Berücksichtigung von Faktoren wie der Gewährleistung der Sicherheit der Werkzeugmaschine erforderlich, den Bearbeitungsprozess zu simulieren und mehrere Luftschnitte durchzuführen, um sicherzustellen, dass das Programm korrekt ist, bevor die formale Bearbeitung durchgeführt werden kann. Darüber hinaus ist der mehrachsige Programmalgorithmus ziemlich kompliziert, und der Einfluss von Faktoren wie der Pendellänge muss berücksichtigt werden. Es muss eine spezifische Nachbearbeitung für eine bestimmte Werkzeugmaschine geben, aber die Nachbearbeitung ist häufig auf die unterschiedlichen Algorithmen und Steuerpositionen sowie den Einfluss der Berechnungsstabilität zurückzuführen. Das durch Software-Nachbearbeitung erhaltene Programm ist oft schwierig, die Genauigkeitsanforderungen der Teilezeichnung hinsichtlich der Steuergenauigkeit zu erfüllen.
Die Analyse zeigt, dass die direkte Ursache für die Zunahme der Schwierigkeit der Programmierung ist das Aussehen der schiefen Ebene. Daher kann, wenn die Bearbeitungsebene mit der geneigten Ebene zur Deckung gebracht werden, diese Art von Problem wird in ein Zwei-Achsen-semi-Verarbeitung Programmierproblem umgewandelt werden, und die Programmierung Schwierigkeit stark reduziert werden. Daher ist es denkbar, zunächst der Einsatz des System-Umwandlungsfunktion der Werkzeugmaschine (G68-Befehls) koordinieren, um die Bearbeitungsebene fällt zusammen mit der geneigten Ebene zu machen. Zweitens verwendet die Werkzeuglängenkorrektur Befehl (G432) die Werkzeuglänge in der vertikalen Richtung der geneigten Ebene hinzuzufügen. Nach der obigen Verarbeitung wird das Problem der Abschrägungsverarbeitung zur Lösung in eine ebene Verarbeitung umgewandelt, wodurch die Programmierschwierigkeiten stark verringert werden. Wenn Sie mehrere schiefe Ebenen gleichzeitig bearbeiten müssen, müssen Sie nur die C-Achse nach C0 drehen (die Nullposition des Arbeitstisches, die Richtung der Nullposition entspricht der Schwenkrichtung der Spindel) und dann die Bearbeitung durch Drehen des Koordinatensystems und Erhöhen der Werkzeuglänge realisieren. Wenn die Verarbeitungsform relativ einfach ist, kann die Programmierung manuell erfolgen. Dies ermöglicht es, die Bearbeitung mehrerer geneigter Oberflächen, mehrerer Positionen und mehrerer Werkzeugwechsel in einer Klemmung der CNC-Werkzeugmaschine zu realisieren.
Die Programmstruktur ist wie folgt:
%.
N0100O0008 (Programmname)
N0102M6T1; (Werkzeugwechsel)
N0104G0G90G56X400Y200Z260B0C0; (Zum Referenzpunkt bewegen)
N0106G432X200Z150H1Bω; (Addiere die Messerlänge in der Richtung senkrecht zur schiefen Ebene)
N0108M3S3000; (Spindel dreht sich vorwärts)
N0110M8; (offene Schneidflüssigkeit)
N0112G68X188Y0Z60I0J1K0Rω; (Koordinatensystem Umwandeln, ω ist der Drehwinkel der Hauptwelle von Null nach senkrecht zur schiefen Ebene)
……
N0200G69; (Koordinatensystem Rotation abbrechen)
N0202G492X200Z300; (Neigung des Neigungswerkzeugs abgebrochen, in eine sichere Position bringen)
N0204M9; (Flüssigkeit abschneiden)
N0206Cα; (Drehung der C-Achse, α ist der minimale Winkel zwischen der vertikalen Linie der zu bearbeitenden n-ten schiefen Ebene und der C0-Position)
N0208G0G90G56X400Y200Z260B0C0; (Zum Referenzpunkt bewegen)
N0210G432X200Z150H1Bωn; (Messerlänge in Richtung senkrecht zur schiefen Ebene addieren)
N0212G68X188Y0Z60I0J1K0Rωn; (Umrechnung des Koordinatensystems, ωn ist der Drehwinkel, wenn sich die Hauptwelle von Null nach senkrecht zur Neigung dreht)
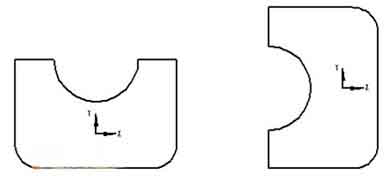
Die Analyse zeigt, dass bei der normalen dreiachsigen Fräsprogrammierung die Richtung der Werkzeugachse immer senkrecht zur XOY-Ebene ist. Aber wenn die Spindel von der ursprünglichen vertikalen Richtung abweicht, wenn die Werkzeugebene gekippt ist, wie kann das in der XOY-Ebene erzeugte Programm in der schiefen Ebene korrekt ausgeführt werden? Die Analyse zeigt, dass, obwohl das Koordinatensystem gedreht wurde, die relative Position der Figur (a) im ursprünglichen Koordinatensystem und die zu verarbeitende Form in der schiefen Ebene (b) und die relative Position im neuen Koordinatensystem in der XOY-Ebene konsistent bleiben . Das auf der XOY-Ebene erzeugte Programm kann dann direkt auf die Fasenbearbeitung angewendet werden.
Entsprechend dem Einfluss der Schwenkkopfbewegung der Werkzeugmaschine auf die Grafikposition zeigt die Analyse, dass beim Zeichnen in der XOY-Ebene die Grafik um 90 ° gegen den Uhrzeigersinn gedreht werden sollte, wobei der programmierte Ursprung das Rotationszentrum ist. (Der Drehwinkel sollte gemäß den spezifischen Bedingungen der Werkzeugmaschine bestimmt werden.) Auf diese Weise wird die grafische Position in der CAM-Software mit der tatsächlichen Bearbeitungsposition konsistent gehalten. Durch Hinzufügen und Modifizieren des Programmkopf und Programmende, das heißt, das Hinzufügen Systemumwandlung und geneigten Werkzeugkorrektur Koordinatensoftwareprogrammierung und manuelle Programmierung kombiniert werden. Dies realisiert die Bearbeitung beliebiger komplexer Formen wie Fräsgleichungskurven, dreidimensional gekrümmter Oberflächen und Beschriftungen auf der geneigten Oberfläche.
Durch die Überprüfung der tatsächlichen Bearbeitung wird bestätigt, dass dieses Verfahren innerhalb des zulässigen Bereichs der Maschinenfunktion und Schlaganfall, und die Programmierung dieser Methode kann die Bearbeitungs Programmierung irgendeiner komplizierten Form auf jeder geneigten Ebene realisieren.
Die folgende Abbildung zeigt ein Beispiel für die Verarbeitung einer dreidimensional gekrümmten Oberfläche in einer um 52 ° geneigten Ebene:





